
www.industry-asia-pacific.com
17
'26
Written on Modified on
GEA Partners with CST to Advance Sugar Mud Dewatering Technology
Strategic partnership combines decanter centrifuge technology and process expertise to improve sugar recovery, reduce resource consumption and modernize sugar mill operations.
www.gea.com

GEA decanter centrifuges positioned to the right of a rotary vacuum drum filter, illustrating the significantly smaller footprint of decanter-based sugar mud dewatering solutions.
GEA and Chemical Systems Technologies (CST) have established a strategic partnership to deploy decanter centrifuge technology for sugar mud dewatering applications. This cooperation aims to upgrade existing industrial separation infrastructure in sugar mills by replacing conventional open filtration systems with continuous, automated processing solutions.
Sugar Processing Applications and Operational Use Cases
Targeting the agricultural processing industry, this cooperation focuses on the clarification stage of sugar juice production. The concrete technical use case involves dewatering concentrated sugar mud, which typically constitutes 10 to 20 percent of the process flow. By replacing rotary vacuum drum filters and belt presses, the implementation aims to improve process stability, eliminate the need for filter aids, and increase overall sugar recovery rates under continuous operational loads.
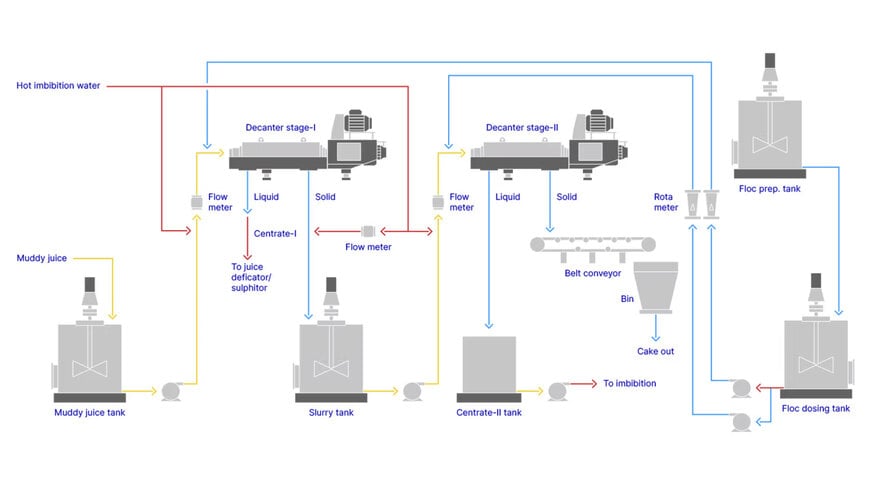
The scope overview illustrates the integrated solution offered by GEA and CST for sugar mud dewatering projects: GEA supplies the decanter centrifuges, while CST provides the complementary process equipment and engineering expertise. Source: GEA/CST
Process Automation and Infrastructure Cooperation
Addressing the operational limitations of legacy filtration—specifically high water consumption and significant product loss—the partnership leverages the specialized competencies of both entities. GEA supplies the decanter centrifuge hardware and provides global manufacturing capacity, while CST contributes specialized process engineering and integration parameters specific to sugar extraction. This cooperation was required to successfully adapt and scale centrifugal machinery into existing mill architectures, managing the varying fiber content and mud characteristics inherent in sugar processing.
Centrifugal Dewatering System and Integration
The technical solution utilizes a continuous, closed-loop decanter centrifuge to separate suspended solids from the centrate. During operation, concentrated mud is fed directly into the decanter, where centrifugal force extracts the liquid centrate for process recirculation while simultaneously discharging the dewatered solid cake. The closed-system architecture, managed through automated controls, restricts the temperature drop during separation to 2 to 5 degrees Celsius, compared to the 20 to 30 degree drop typical of open systems. This mechanism eliminates the need for additional wash water and bypasses the 1 to 1.2 percent steam demand on cane required by conventional filtration methods.
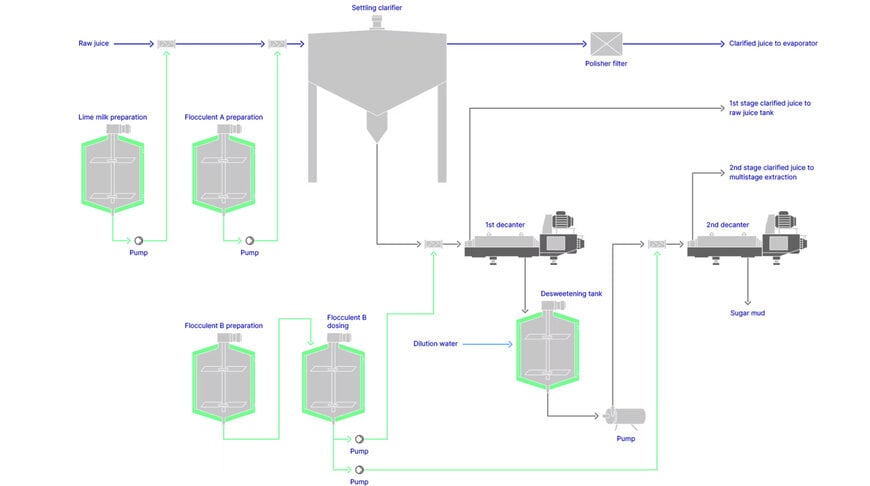
The process diagram illustrates the sugar mud dewatering stage and shows where and how GEA decanter centrifuges are integrated into the clarification process. Source: GEA
Facility Retrofitting and System Deployment
The technology is being deployed through targeted plant retrofit projects and new installations across major sugar-producing regions, supported by a baseline of nearly 50 existing operational units in India. Implementation phases involve facility assessment, layout optimization—facilitated by the decanter requiring 50 percent less floor space than legacy systems—and mechanical integration. Both partners execute the engineering and support roles required to integrate the hardware with existing plant infrastructure and automated cleaning-in-place protocols.
Measurable Impact on Yield and Resource Utilization
Operational telemetry from established installations indicates that switching to decanter centrifuges reduces product loss by up to 60 percent compared to rotary vacuum drum filters and up to 25 percent compared to belt presses. In a facility processing 10,000 tons of cane daily, the system lowers average sugar loss in the filter cake from 0.07 percent to 0.03 percent. Over a standard 150-day campaign, this parameter shift yields approximately 600 additional tons of recoverable sugar without requiring additional cane input. Furthermore, the enclosed high-temperature processing minimizes microbial activity and bagacillo contamination, directly stabilizing the purity of the final product.
Edited by Natania Lyngdoh, Induportals editor, assisted by AI.
www.gea.com
GEA and Chemical Systems Technologies (CST) have established a strategic partnership to deploy decanter centrifuge technology for sugar mud dewatering applications. This cooperation aims to upgrade existing industrial separation infrastructure in sugar mills by replacing conventional open filtration systems with continuous, automated processing solutions.
Sugar Processing Applications and Operational Use Cases
Targeting the agricultural processing industry, this cooperation focuses on the clarification stage of sugar juice production. The concrete technical use case involves dewatering concentrated sugar mud, which typically constitutes 10 to 20 percent of the process flow. By replacing rotary vacuum drum filters and belt presses, the implementation aims to improve process stability, eliminate the need for filter aids, and increase overall sugar recovery rates under continuous operational loads.
The scope overview illustrates the integrated solution offered by GEA and CST for sugar mud dewatering projects: GEA supplies the decanter centrifuges, while CST provides the complementary process equipment and engineering expertise. Source: GEA/CST
Process Automation and Infrastructure Cooperation
Addressing the operational limitations of legacy filtration—specifically high water consumption and significant product loss—the partnership leverages the specialized competencies of both entities. GEA supplies the decanter centrifuge hardware and provides global manufacturing capacity, while CST contributes specialized process engineering and integration parameters specific to sugar extraction. This cooperation was required to successfully adapt and scale centrifugal machinery into existing mill architectures, managing the varying fiber content and mud characteristics inherent in sugar processing.
Centrifugal Dewatering System and Integration
The technical solution utilizes a continuous, closed-loop decanter centrifuge to separate suspended solids from the centrate. During operation, concentrated mud is fed directly into the decanter, where centrifugal force extracts the liquid centrate for process recirculation while simultaneously discharging the dewatered solid cake. The closed-system architecture, managed through automated controls, restricts the temperature drop during separation to 2 to 5 degrees Celsius, compared to the 20 to 30 degree drop typical of open systems. This mechanism eliminates the need for additional wash water and bypasses the 1 to 1.2 percent steam demand on cane required by conventional filtration methods.
The process diagram illustrates the sugar mud dewatering stage and shows where and how GEA decanter centrifuges are integrated into the clarification process. Source: GEA
Facility Retrofitting and System Deployment
The technology is being deployed through targeted plant retrofit projects and new installations across major sugar-producing regions, supported by a baseline of nearly 50 existing operational units in India. Implementation phases involve facility assessment, layout optimization—facilitated by the decanter requiring 50 percent less floor space than legacy systems—and mechanical integration. Both partners execute the engineering and support roles required to integrate the hardware with existing plant infrastructure and automated cleaning-in-place protocols.
Measurable Impact on Yield and Resource Utilization
Operational telemetry from established installations indicates that switching to decanter centrifuges reduces product loss by up to 60 percent compared to rotary vacuum drum filters and up to 25 percent compared to belt presses. In a facility processing 10,000 tons of cane daily, the system lowers average sugar loss in the filter cake from 0.07 percent to 0.03 percent. Over a standard 150-day campaign, this parameter shift yields approximately 600 additional tons of recoverable sugar without requiring additional cane input. Furthermore, the enclosed high-temperature processing minimizes microbial activity and bagacillo contamination, directly stabilizing the purity of the final product.
Edited by Natania Lyngdoh, Induportals editor, assisted by AI.
www.gea.com
